Transfer Pump

MR900 Meterite Transfer Pump
The Meterite transfer pump is built to the same high standards as our proven range of Meterite depositors.
Key Features
Constructed throughout in 316 grade stainless steel. Fully pneumatic in operation complete with 89mm bore product cylinder giving a capacity of 1.25 litres per cycle at a maximum speed of 30 cycles per minute. Available in three different configurations allowing the user absolute versatility.
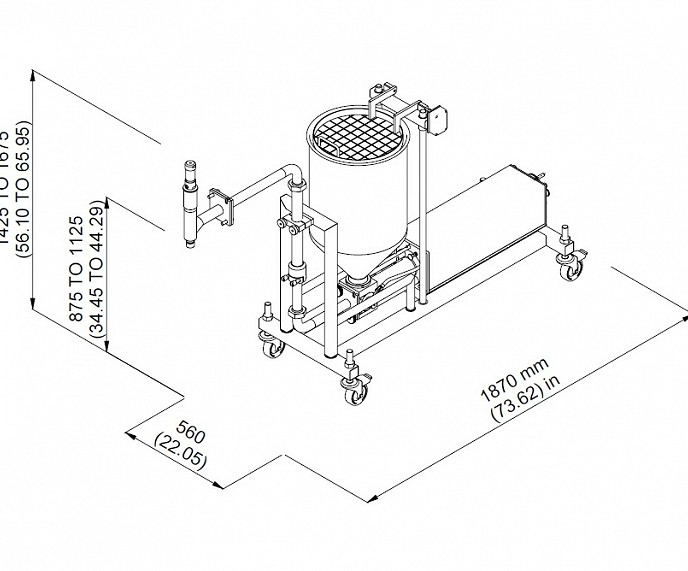
Delicate food products are no problem for the Meterite transfer pump dueto the large ported rotary “D” valve which allows products to flow totally unrestricted. Picture shows the Meterite transfer pump mounted on a floor level stand supplying product held in a fully mobile holding tank feeding directly to a MR900 depositor.

The Following Products can be Deposited:
- Batters
- Creamed Potato
- Custard
- Sponge Mixes
- Creams
- Grease
- Jams
- Sauces
- Jelly
- Chocolate
- Fondant
- Syrups
- Yogurt
- Mayonnaise
- Oils
- Butter
- Pastes
Technical Information
The Meterite transfer pump is designed to transfer a wide variety of thin or viscous food product materials with temperatures ranging from 5º - 100º Celsius safely and easily. When fitted below an integral 250 litre capacity holding tank and fully mobile support frame, this allows the operator the advantage of taking the transfer pump to the product source, for example, mixing bowls, holding vessels or cooking kettles. The transfer pump can then be moved safely back into the production area ready to supply production line depositors on demand which is usually by means of a Auto float level, high/low level probes or indeed ultrasonic detection thereby, enabling a simple but effective method of auto fill on demand, accordingly, hot materials particularly are therefore handled safely and hygienically.
Specification
Air consumption: 660 litres/min @ 5.5 bar (23 CFM @ 80psi ). Weight: 145kg(319lbs)
Featured Case Study
Reducing wastage to help US ready meals firm make huge savings
What we did
Our client is one of the largest frozen ready meals producers in the US, making two million meals every day at three manufacturing facilities.
The firm contacted Apple when it wanted to replace one of its depositing machines which was being used to apply gravy and sauces to ready meal trays and was losing significant amounts through lack of accuracy.
Contact Us
Please get in touch if you require our services or fill in the form and we will get back to you.
- +44 (0)1482 325651
- [email protected]
- Apple Food Systems
1 Gillett Street
Hull, HU3 4JA
United Kingdom
Latest News
Apple Food Systems is proud to launch its new website which has been designed and built to be easier to use for clients across all platforms,...
Apple Food Systems has the best twelve-month period of business in its history as food producers across the world seek more automated systems...